
Přístup k cenám a nakupování online
Přehled Vašich nakupovaných položek
Kontakt na svého obchodního zástupce a referenta
Vzdělávací materiály
Novinky ohledně průmyslových těsnění
Informace o nových produktech a službách
Exkluzivní rady a tipy

Šroubový spoj má svá specifika. V celém průběhu utahování je šroubový spoj namáhán na tah, krut a případně na ohyb. S narůstajícím předpětím se zvyšuje tlak v kontaktních plochách.
Z těchto základních předpokladů je třeba vycházet při volbě maziva pro běžný šroubový spoj.
Existuje mnoho mazacích past, u kterých je uvedeno, že mají nízký součinitel tření. Nízký součinitel tření však sám o sobě nic negarantuje. Je třeba také brát v potaz, jakým způsobem a podle jaké normy byl měřen.
Součinitel tření není jedno číslo. Je třeba znát jeho průběh a rozptyl v závislosti na zatížení během utahování šroubového spoje.
Test součinitele tření šroubového spoje se provádí podle normy ČSN EN ISO 16047, která stanovuje podmínky pro provádění zkoušek točivého momentu a upínací sily u spojovacích součásti.
Hodnota tření uvedená výrobcem na základě jiného způsobu měření, např. čtyřkuličkovým testem* nebo testem Pin-on-Disc **, je pro výpočet utahovacího momentu zavádějící.
Tyto testy nestanovují tření v závitu ani pod maticí vč. jejich rozptylu. Nelze z nich odvodit celkové tření a ani faktor utažení, tzv. k-faktor.
Skutečná hodnota tření, naměřená jinou metodou než podle ČSN EN ISO 16047, se významně liší.
* Čtyřkuličkový test: Metoda měření součinitele tření pro oleje a maziva. Hodnotí se odolnost maziva proti zatížení a všeobecný ukazatel otěru. Dělí se na test svaření dle normy ASTM D 2596 a test opotřebení dle normy ASTM D 2266.
** Pin-on-Disc: Měření spočívá ve vtlačování pevně uchyceného zkušebního tělíska (PIN) ve tvaru kuličky předem definovanou silou do zkušebního vzorku (disku).
Často se na nás zákazníci obracejí s požadavkem na výpočet utahovacího momentu. Spojovací materiál si následně chtějí utahovat vlastními silami a s použitím vlastního maziva.
S ohledem na výše uvedené skutečnosti si u maziv, která nemáme historicky naměřená, provádíme kontrolní měření součinitelů tření včetně jejich rozptylu. Díky vlastní laboratoři, ve které měření realizujeme v souladu s normou ČSN EN ISO 16047, máme následně k dispozici přesné a reálné součinitele tření jednotlivých maziv v celém rozsahu dovoleného zatížení šroubu.
Na základě stovek měření, která jsme provedli, můžeme říct, že v mnoha případech se reálné součinitele tření liší od těch, které jsou běžně dostupné v materiálových listech. Rozdíly mohou dosahovat desítek procent a často jsou způsobeny právě různými metodami měření.
Při samotném utahování přírubového spoje je třeba vždy použít stejné mazivo, které bylo uvažováno ve výpočtu. V opačném případě může dojít k přetažení nebo naopak nedostatečnému utažení jednotlivých šroubů a nedostatečnému nebo příliš velkému stlačení těsnění.

POWERtorque LF Booster je tuhé mazivo v podobě pasty s nízkým a ustáleným součinitelem tření určené pro běžnou montáž šroubových spojů.
Po promíchání se mazivo nanáší štětcem na závity, podložky a čela matic či pod hlavu šroubu. Mezi třecími plochami vytváří účinný mazací film oddělující od sebe závit šroubu a matice. S narůstajícím tlakem na styčných plochách závitu a pod hlavou matky se součinitel tření nemění, viz graf.
Šroubové spoje se standardně utahují za studena. Teplotní odolnost maziv dává spíše informaci o jejich schopnosti zajistit následné povolování šroubového spoje. Test teplotní odolnosti utaženého šroubového spoje s pastou POWERtorque LF Booster proběhl po jeho zahřátí na 600 °C a následném ochlazení.
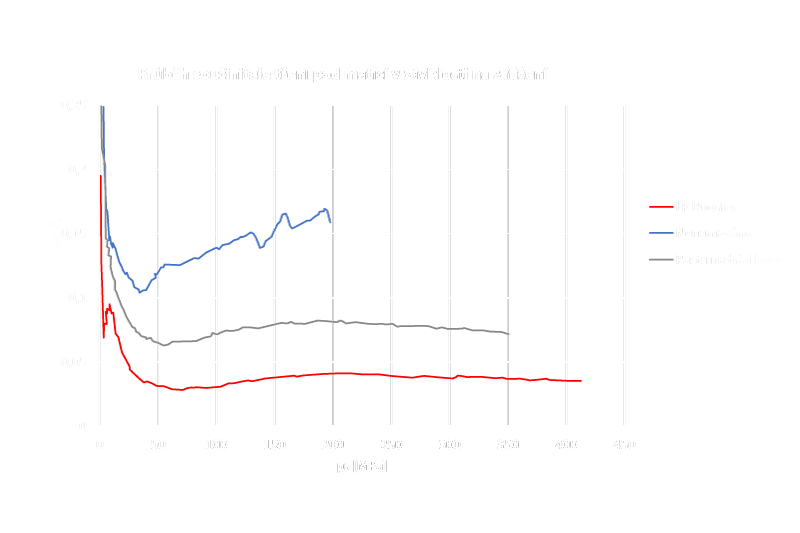
Pro představu přikládáme porovnání průběhů tření šroubu nenamazaného, namazaného a šroubu utaženého s pastou POWERtorque LF Booster.
Porovnání součinitelů tření mazací pasty LF Booster, vysokoteplotní pasty na bázi kovů a šroubového spoje bez maziva.
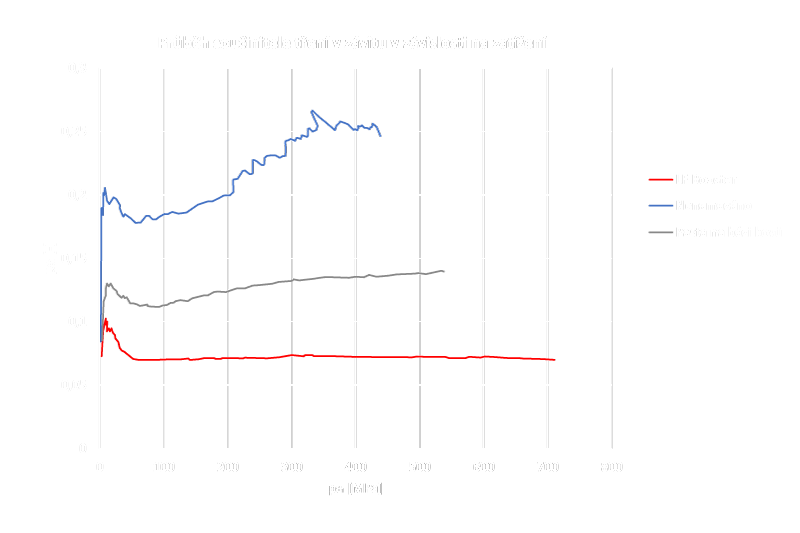
Z průběhů uvedených grafů vyplývá, že součinitel tření je u maziva POWERtorque LF Booster neměnný v celém průběhu dovoleného zatížení šroubu, což u standardních past na bázi kovů není pravidlem. Koeficient tření, který se v průběhu zatížení šroubu mění, není žádoucí.
Se zhoršujícím se třením dochází na styčných plochách závitů ke kontaktu kov na kov. Tento jev ve šroubovém spoji následně způsobuje jeho zadírání a dodatečně jej nežádoucím způsobem namáhá na krut. Při utahování potom tedy nelze dosáhnout požadovaného předpětí ve šroubu.

Homogenní dobře roztíratelná montážní pasta vhodná pro mazání jakýchkoliv typů závitů. Je vhodná pro jakékoli kombinace při spojení materiálů závitů šroubů a matic.

Komplexní řešení těsnosti přírubových spojů Na základě analýzy našeho inženýra Vám navrhneme nejvhodnější řešení a dodáme veškerý potřebný materiál. Montáž spoje bude ná

Řízené utahování přírubových spojů s protokolem o utažení. Tým Torque Service, hydraulické stroje Hytorc, certifikace dle EN 1591-4. Provádíme montáž i školení vlastních pracovníků zákazníka.

Řešení problematických spojů Na základě Vámi dodaných technologických a technických podkladů navrhujeme nejvhodnější řešení přírubových spojů, u kterých selhává jejich těsnos
© Pokorny industries s.r.o. 2026 - všechna práva vyhrazena
Vytvořeno servisdesign
Nevíte si rady?

.jpg?width=352&height=235&aspect_ratio=3:2)


